Forging seamless rings of metal with complex cross sections and no scrap
| Key Features |
|
The Process

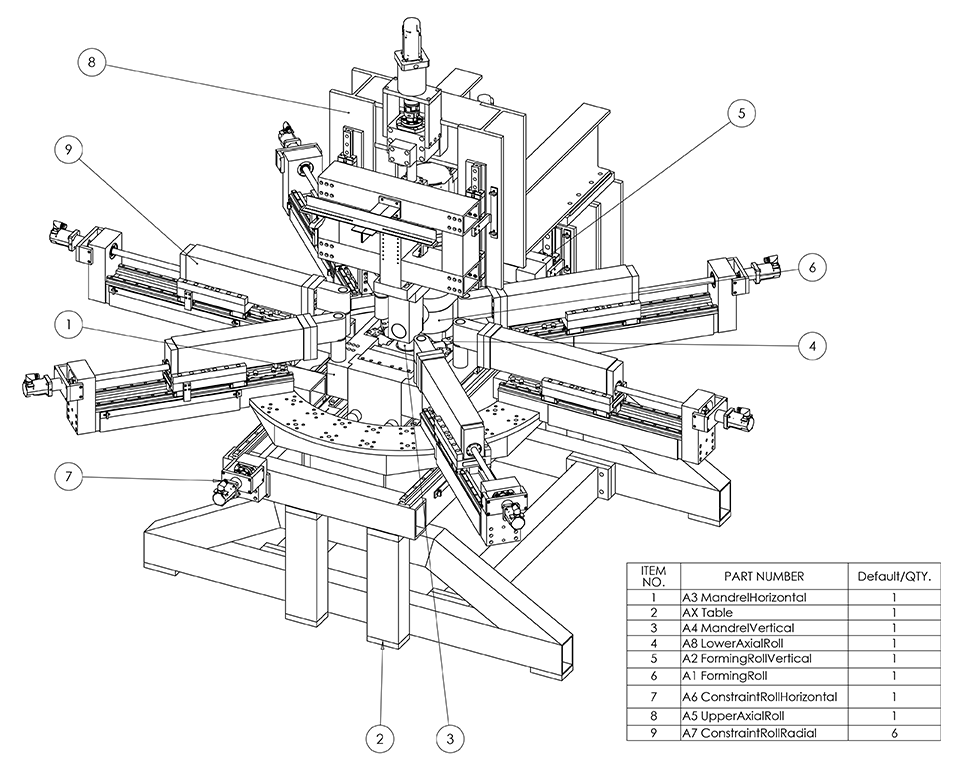
Flexible ring rolling is a bulk forming process that transforms small and thick metal rings into large rings with complex cross sections, without dedicated tools. In the typical ring rolling process, a pierced preform is prepared by open-die forging and then is rolled in a machine between two pairs of tools acting on the radial and axial surfaces of the ring. Generally, the process is performed on hot workpieces. Metal ring components are used in rotary machinery and fluid transfer applications in a variety of industries, from electricity production to aerospace. (Figure)
Key novelty and sustainability advantage
Flexible Ring Rolling - University of Cambridge
Ring components used in rotary machinery nearly always have a complex cross section. There are two ways these are achieved by industrial ring rolling: with shaped tools or by cutting away material after the ring has been rolled. Both these options have significant downsides: the cost of designing and making the shaped tools is high, and cutting away material results in high levels of waste (up to 90% for some aerospace ring components). In flexible ring rolling, the main forming roller can move vertically to shape the cross section, while additional rollers are placed around the circumference of the ring to stabilise the deformation. This allows the production of profiled rings using standard tools, thus reducing costs and increasing the material efficiency of the process.
|
"Globally we use 25 times more steel than any other metal - in the UK our consumption drives production of 500kg of steel per person per year - and every steel product has been shaped by several metal forming processes." |
Lines of research
Research on flexible ring rolling in the Use Less Group focuses has three main goals: expanding the capabilities of the process to form more and more complex cross sections; investigating material flow and curvature development during the process, using laser sensors installed on the machine; and studying the effect of temperature on the deformation and microstructure of the part. Currently, the process can only form cold workpieces made of lead and aluminium, but the goal is to form stronger alloys such as steel and Ni-based alloys. The effect of temperature is studied using finite element simulations.
History of the machine
The flexible ring rolling machine was designed and built by former PhD student and current research associate Dr Christopher Cleaver. It was inaugurated in 2016 and, in virtue of its ring-making capabilities, it has been named The Lord of the Rings. A patent has been granted, which certifies the novelty of the process. Early experiments on ring rolling were performed using a small prototype on workpieces made of plasticine. Pottery throwing artisans were also interviewed to understand how they control the deformation of malleable materials, so as to inform the design of the machine.
Companies interested in collaborating on research projects with us, please use our contact form. To explore commercial opportunities on this technology, please visit: Flexible Profile Ring Rolling


{kind=link}