| Key Points |
|
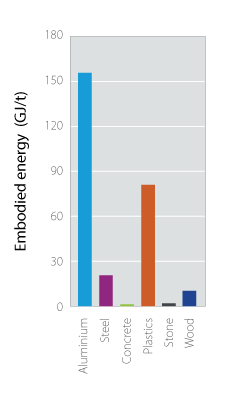
The global steel industry has a problem: we have more capacity for making steel from iron ore than we will ever need again. Prices are therefore low, and the threat of closure hangs over all but the lowest cost producers. Furthermore, 50 years of intense effort has made the current steel making process extraordinarily energy efficient, so there are few significant gains left: the global average energy intensity of steel making is little more than 10% below current best practice (Figure).
{kind=link}
The Hisarana smelt reduction process may save around 20% of today’s energy requirements – which will be a great achievement, but this is far less that the reduction required by current carbon reduction targets. All other proposals for significant reductions in the emissions of steel making from ore (including direct reduction, hydrogen reduction and carbon capture and utilisation) depend either on an excess supply of low carbon electricity or on the deployment of carbon capture and storage, both of which are unlikely in the foreseeable future as discussed previously.
 However, despite this apparently bleak outlook, there are two rich opportunities for innovation in the steel industry. Firstly, steel is the most recycled material on the planet, because it is magnetic so easily separated from other materials, and because we’ve built up such high stocks of steel from the past 100 years of production, we can be pretty confident that steel recycling will treble in volume over the next thirty years. Secondly, from a combination of scrap generated in downstream manufacturing and construction, and over design, roughly half of the steel made each year at present is wasted. These two opportunities are the focus for our efforts to support a transformation of today’s steel industry to one fit for a low carbon future.
However, despite this apparently bleak outlook, there are two rich opportunities for innovation in the steel industry. Firstly, steel is the most recycled material on the planet, because it is magnetic so easily separated from other materials, and because we’ve built up such high stocks of steel from the past 100 years of production, we can be pretty confident that steel recycling will treble in volume over the next thirty years. Secondly, from a combination of scrap generated in downstream manufacturing and construction, and over design, roughly half of the steel made each year at present is wasted. These two opportunities are the focus for our efforts to support a transformation of today’s steel industry to one fit for a low carbon future.
Steel recycling today has two main forms. Scrap generated within the steel industry and from high volume manufacturing processes is generally added to new steel made from iron ore, as a coolant, and to save on energy intensive production. However, steel scrap from products at their end of life is largely recycled through electric arc furnaces to low grade applications, particularly to producing reinforcing bars. This down-cycling occurs primarily because of copper contamination in scrap collection – it’s difficult to separate copper from steel using existing processes, and if steel is melted with even a small fraction of copper, the resulting material has unwanted surface cracks. However, there is a rich potential for innovation to solve this problem – by better scrap separation and sorting, by new liquid processes, and by changed product designs.
Reducing scrap in the manufacturing process

|
"A quarter of the steel made today doesn’t ever appear in a product, because it’s cut off in production" |
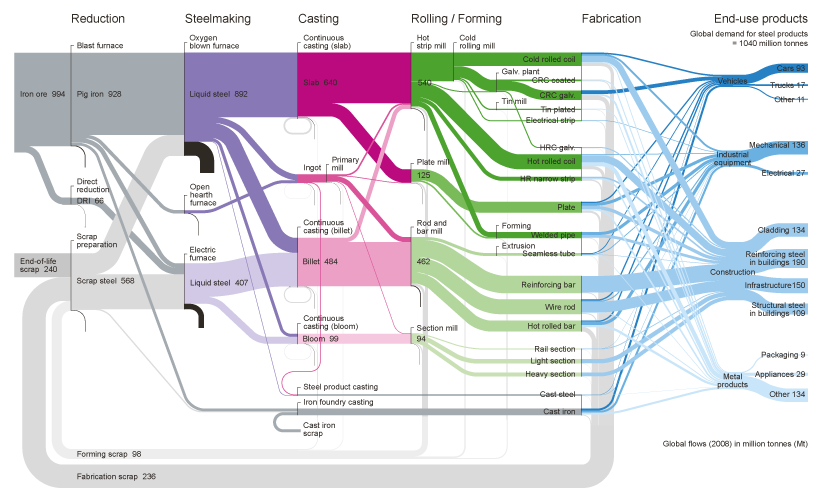
A quarter of the steel made today doesn’t ever appear in a product, because it’s cut off in production (see the bottom grey line on (Figure), where the material returns to the start of the lilfecycle without ever leaving the factory). The single largest source of this scrap is in converting long coils of constant width steel sheet into the complex shapes of car doors, washing machine drums and building components. Half of the world’s steel is rolled into sheets, and half of these sheets are cut and trimmed because final products don’t use perfect tessellating rectangles. This is an important trigger for invention and we’re working on a variety of strategies to reduce these losses. But in addition, most products use a third more steel than needed to deliver their function, because it’s cheaper to do so. For example products such as constant depth I-beams used in construction, the steel pipes used for off-shore oil and gas facilities, could all be a third lighter if they were optimised for the loads they experience in use, but it would cost more to manufacture them in optimised form. We are attempting to address this problem through new technology development, and through raising awareness of the opportunity to save on material purchasing costs.
{kind=link}
Increasing product lifetime
 Finally, when we looked at the typical life of different steel using products, we found that most steel goods are replaced before they’re broken. The exception to this is the steel used in infrastructure – bridges, tunnels or pipes for example – which is only replaced when it wears out or when the capacity of the old infrastructure proves insufficient for expanded needs. However, for all other products – and particularly for steel framed construction – goods are replaced for reasons of fashion, due to technology development or due to changed user needs, but the steel itself would have been serviceable for much longer. We are working to extend the life of steel using goods, by exploring methods to design more adaptable products that can be reconfigured to meet changing user needs or technologies.
Finally, when we looked at the typical life of different steel using products, we found that most steel goods are replaced before they’re broken. The exception to this is the steel used in infrastructure – bridges, tunnels or pipes for example – which is only replaced when it wears out or when the capacity of the old infrastructure proves insufficient for expanded needs. However, for all other products – and particularly for steel framed construction – goods are replaced for reasons of fashion, due to technology development or due to changed user needs, but the steel itself would have been serviceable for much longer. We are working to extend the life of steel using goods, by exploring methods to design more adaptable products that can be reconfigured to meet changing user needs or technologies.